|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
期日: |
2007年3月7日 |
|
|

|
|
|
|
|
|
如下圖所示,錫鉛合金自Sn19.5%起至97.5%,有均一不變的固相線即BCE線(183.3℃),ABC及CDE皆為半熔融狀域 |
|
|
而ABD曲線則表示液相線。固相線液相線兩線會合點,C點是為共晶點。其時,錫鉛含量為63/37。換言之,當銲錫之錫 |
|
|
鉛量為錫63%鉛37%時,可自液體狀直接變為固體狀或自固體狀直接轉變液狀,而不經半熔融狀。其他成份之銲錫,則均 |
|
|
在183.3℃至ACD液相線中間形成半熔融狀。液相線熔點並非適至ACD液相線中間形成半熔融狀。液相線熔點並非適當的 |
|
|
銲錫溫度,通常之適用溫度約高於銲錫之液相線溫度55℃∼85℃。 |
|
|
|
|
•共晶點銲錫 |
|
|
|
即然大家都希望於最低溫度下完成銲錫工作,那就得利用熔點最低之銲錫, |
|
錫63%鉛37%之共晶點銲錫可符合此項要求其理由有如下三點: |
|
|
(1)
因其不經過半熔融狀態而迅速的固化或液化,因此可以最快速完成銲錫工作。 |
|
(2)
能在較低溫度下起始銲接作用,乃錫鉛合金中銲接性能最佳之一種。 |
|
(3)
熔液之潛鑽力強,可札根般地滲透金屬上之極微細隙。 |
|
|
|
|
|
|
|
|
|

|
|
|
|
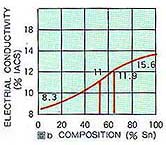
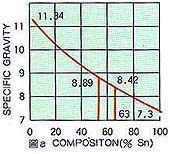
比重 |
|
導電性 |
|
|
|
|
|
|
|
|
|
|
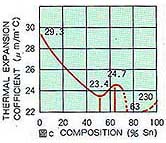
熱彭賬係數 |
|
|
|
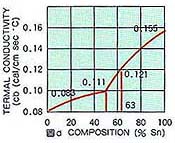
熱傳導 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
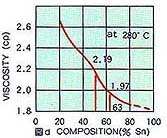
黏度 |
|
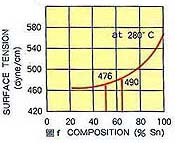
表面漲力 |
|
|
|
|
|
|
|
|
|
|
|
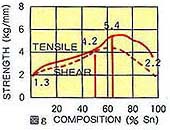
拉力 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
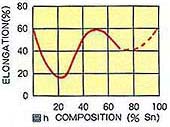
延申率 |
|
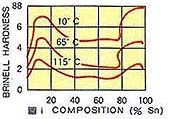
硬度 |
|
|
|
|
|
|
|
physical and mechanical
properties of tin-lead solders versus composition. |
|
|
|
|
All diagramsrefer to
ambient temperature except where otherwise stated. |
|
|
|
|
以上係錫鉛銲錫之物理與機械特性對其合金成分之變化, |
|
|
|
|
諸圖均以常溫為準除有指定的溫度之外如圖
e.f.i. |
|
|
|
|
|
|
|
焊錫溫度的要求及標準 |
|
|
焊錫溫度要求及國家家標準 |
|
|
|
|
焊錫溫度測驗性能 |
|
|
焊錫溫度國家標準 |
|
|
返回更多... |
|
焊錫溫度日本工業要求標準 |
|
|
焊錫溫度美國聯邦要求標準 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|